海南海达丰实业有限公司
0898-65910597
186-8990-3817
首页
生物降解材料
关于我们
产品展示
经典案例
新闻资讯
联系我们
降解标准下载
您的位置:
主页
>
产品展示
>
生物降解材料
>
产品展示
生物降解材料
咨询热线
0898-65910597
1
/1
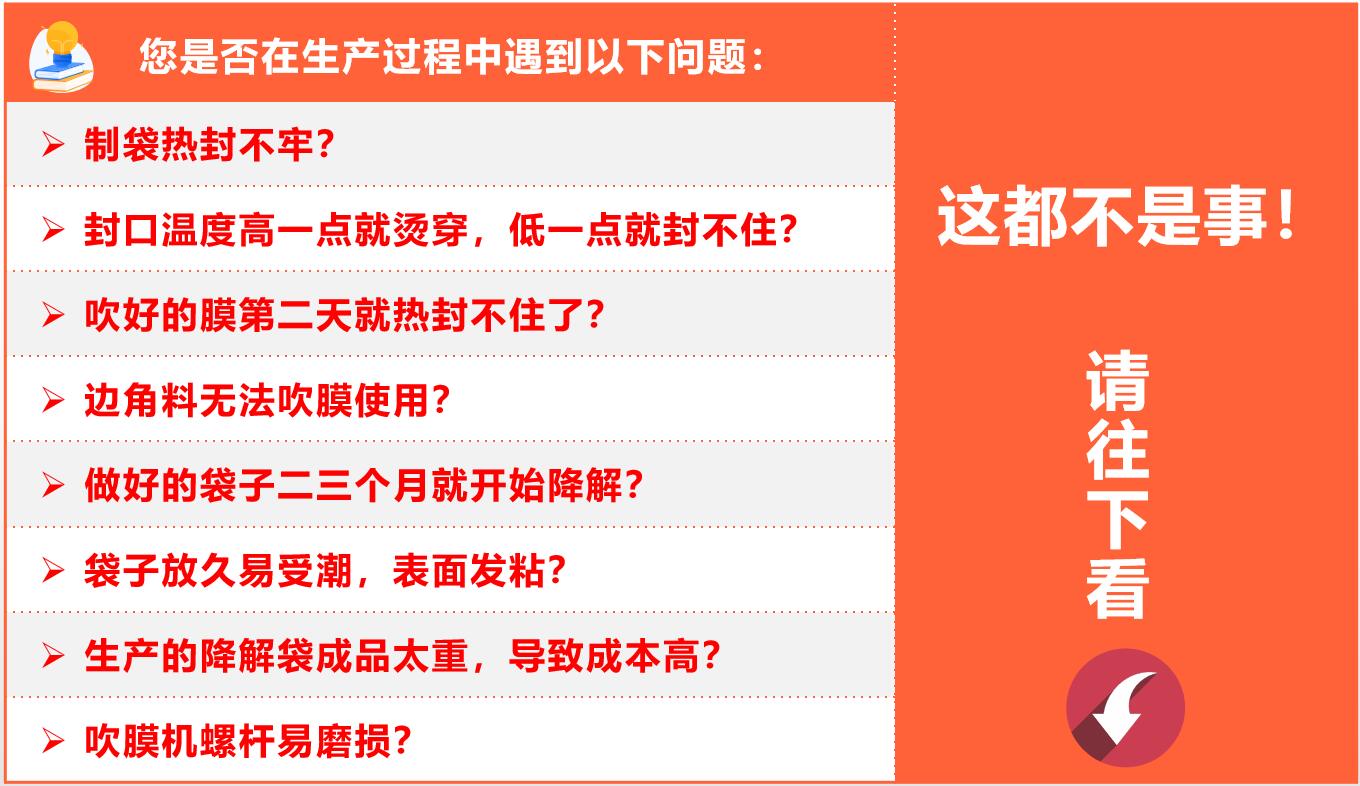
吹膜级全生物降解树脂原料
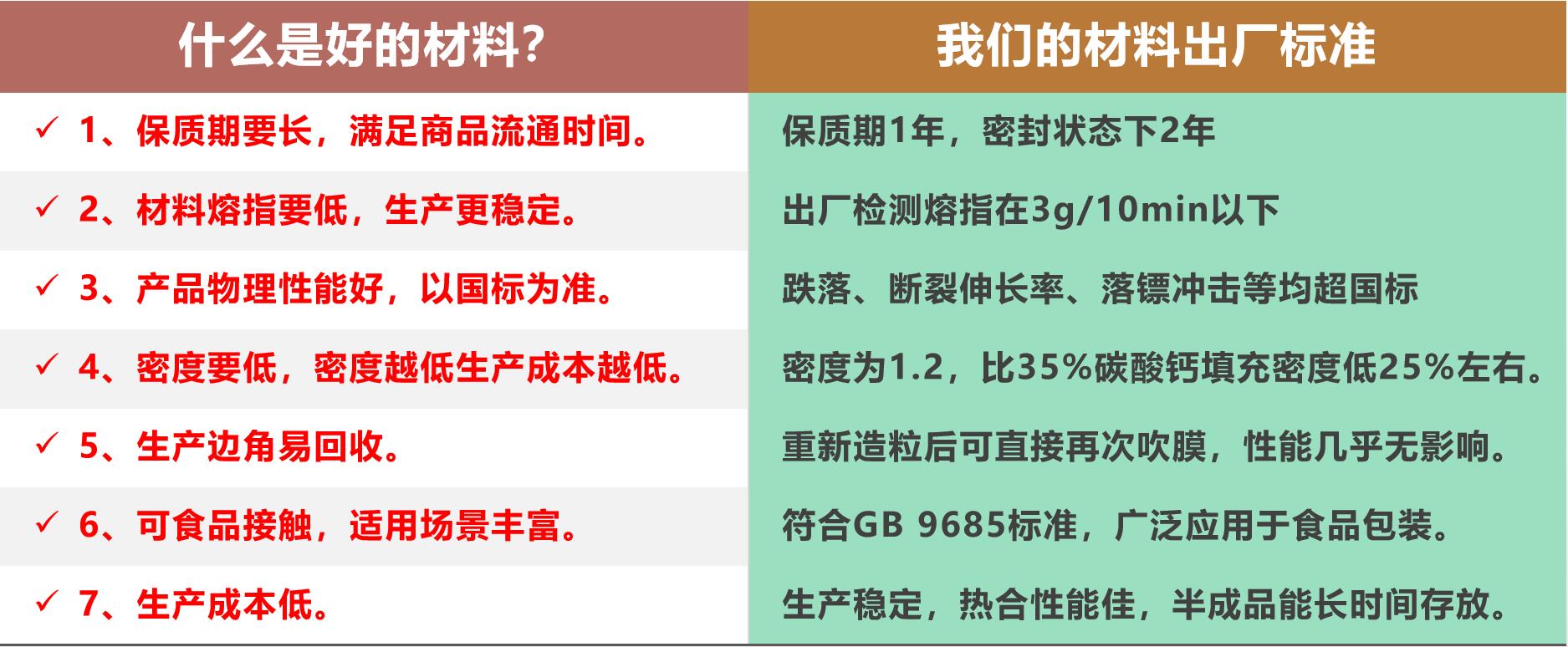
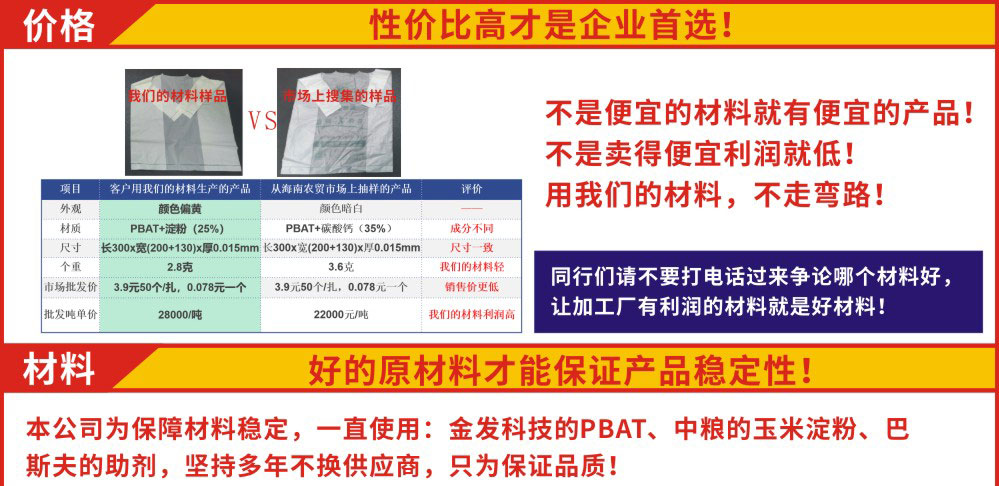
全生物降解吹膜改性材料,成分为PBAT+淀粉,不含有碳酸钙、滑石粉等无机填充,密度低,保质期稳定一年以上。
在线咨询
全国热线
0898-65910597
重要的事情:我们不提供免费试机料,如果要试机请直接联系按需购买,我们派工程师(我公司承担所有费用)上门协助生产试机,试机不成功全额退款。不是我们牛,而是避免浪费大家的时间,我公司的人有经验,一次就能成,我公司倒贴机票差旅费就是最大的诚意!!
我们主要专注于全生物降解吹膜材料,暂时不做吸塑和注塑类。目前主要客户都是生物降解袋生产企业。
关于食品接触生物降解原料几点说明:
1、有太多厂家问我们PBAT里面加碳酸钙的可不可以接触食品,这个塑料食品接触材料的标准是GB 9685《食品安全国家标准 食品接触材料及制品用添加剂使用标准》。里面加什么成分都必须符合这个里面的规定。可以确认的是碳酸钙和滑石粉是不可添加到任何降解塑料中接触食品的。但是滑石粉有个例外,在2021年国家食品安全标准与监测评估司把滑石粉作为PLA必要的成核剂批准滑石粉使用范围扩大至食品接触用聚乳酸(PLA)塑料材料及制品,最大添加量为30%并不得接触婴儿食品和母乳。我们把标准原文件提供各位厂商朋友下载,无法下载的朋友请使用右键另存为。
GB 9685
食品新材料公告
2、很多朋友反映在其他厂家购买的食品接触级的降解材料回去,刚生产出来的时候是合格的,但放一到二个月就出现问题:高锰酸钾消耗量超标。首先可以确认我们的材料是不会的,在保质期内均不会出现这种情况。这个问题是比较复杂的,首先要了解降解材料的特性,它是会降解的,材料在降解的过程中不仅会出现高锰酸钾消耗量超标,而且会出现迁移超标和物理性能不达标,也就是说先要确保材料的降解时间是可控的才能避免这个问题,其次是助剂中的甘油,如果甘油成分有析出(用手摸有受潮或发粘现象),就一定会高锰酸钾消耗量超标,这个是配方和工艺问题,这是普遍现象,我们的材料是不会有这种情况的。
3、食品接触降解膜袋类生产是需要SC生产许可证的,在申请办证时市场监督管理局会要求申请的企业提供原料商的材料符合性申明,这个我们有资质,是可以给客户出具的,目前已向客户提供过多次了,无需发模板过来,我们直接可以提供,谢谢大家关注!
热品推荐
/ Hot product
吹膜级全生物降解树脂原料
全生物降解吹膜改性材料,成分为PBAT+淀粉,不含有碳酸钙、滑...
食品接触级全生物降解膜袋原料
塑料食品接触材料的标准是GB 9685《食品安全国家标准 食品接...
全生物降解淀粉改性料
全生物降解塑料改性原材料,可食品接触级,由PBAT+淀粉改性而...
在线咨询
服务热线
0898-65910597
186-8990-3817
在线留言
微信扫一扫
返回顶部